Beschichtungstechnik für industrielle Prozesse
Durch unsere langjährige Erfahrung in der Leiterplatten- und Ätzlackbeschichtung, sind wir Ihr Partner für spezifische Lösungen, die auf bewährten Standards und innovativen Technologien basieren.
Ob Leiterplatten, Metallsubstrate oder Schutzlacke – wir entwickeln gemeinsam mit unseren Kunden und Lackherstellern das optimale Beschichtungsverfahren für Ihren Prozess. Unsere Kernkompetenz liegt dabei in der kundenindividuellen Entwicklung und Bau von Sprüh- und Tauchbeschichtungsanalgen.

Wählen Sie eine Option

Sprühbeschichtungsanlagen
Tauchbeschichtungsanlagen
Walzenbeschichtungsanlagen
Vorhanggießanlagen
Reinigungsanlage
Kundenindividuelle Lösungen
Service und Ersatzteile für Ihren Beschichtungsprozess
Als Kunde unseres Unternehmens können Sie sicher sein, dass wir alle notwendigen Ersatz- und Verschleißteile für ahk Anlagen schnell für Sie verfügbar haben. Alle Anlagen werden mit vollständigen Ersatzteil- und Verschleißteilkatalogen ausgeliefert. Regelmäßige Wartungen oder Anpassungen sind für uns ebenso selbstverständlich, wie Fernwartung und umfassend erreichbarer Telefonservice unseres Technik-Teams.
Wir bieten Ihnen:
![]() Schnelle Versorgung mit Ersatz- und Verschleißteilen
Schnelle Versorgung mit Ersatz- und Verschleißteilen![]() Regelmäßige Wartung der Anlagen bei Ihnen vor Ort
Regelmäßige Wartung der Anlagen bei Ihnen vor Ort![]() Überholung und Wartung von Baugruppen, z. B. Sprühköpfe
Überholung und Wartung von Baugruppen, z. B. Sprühköpfe![]() Kundenindividuelle Modifikationen Ihrer Anlagen
Kundenindividuelle Modifikationen Ihrer Anlagen![]() Fernwartung und Telefonsupport durch das Technik-Team
Fernwartung und Telefonsupport durch das Technik-Team![]() Unterstützung bei Prozessverbesserungen in Kooperation mit Lackherstellern
Unterstützung bei Prozessverbesserungen in Kooperation mit Lackherstellern
Einige zufriedene Kunden
Beschichten - aber welches Verfahren ist das richtige?
Beim Sprühbeschichten werden gasförmig gelöste Substanzen auf eine Oberfläche aufgetragen.
Am weitesten verbreitet ist die Luft Zerstäubung. Aufgrund der Entwicklung können heute dünnflüssige sowie dickflüssige Lacksysteme "gesprüht" werden.
Die wesentlichen Vorteile beim Sprühen sind:
- gleichmäßige Beschichtung von Strukturen oder unebenen Oberflächen
- einseitige oder doppelseitige Beschichtung
- 100% automatisierbar
- Schichtdicke gut einstellbar
- kurze Rüstzeiten
- schneller Lackwechsel
All diese Vorteile werden beim ahk Atomizer umgesetzt.
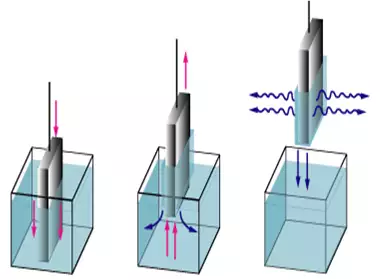 Das Dip-coating wird in der Leiterplattenindustrie insbesondere zum Beschichten von flexiblen Innenlagen und dünnen Aussenlagen verwendet. In anderen Industriebereichen werden damit Metallplatten und Metallfolien mit Ätzresist beschichtet. Auch für Prozesse, bei denen höchste Sauberkeit gefordert wird, kommt Dip-coating zur Anwendung. Ein Beispiel ist das Beschichten von Glaslinealen für die Messtechnik. Die Applikation von Ätzresist durch Tauchen ist in vielerlei Hinsicht ein vorteilhaftes Verfahren. Die Tatsache, dass hier kein Beschichtungswerkzeug benötigt wird, ermöglicht spezielle Systemeigenschaften:
Das Dip-coating wird in der Leiterplattenindustrie insbesondere zum Beschichten von flexiblen Innenlagen und dünnen Aussenlagen verwendet. In anderen Industriebereichen werden damit Metallplatten und Metallfolien mit Ätzresist beschichtet. Auch für Prozesse, bei denen höchste Sauberkeit gefordert wird, kommt Dip-coating zur Anwendung. Ein Beispiel ist das Beschichten von Glaslinealen für die Messtechnik. Die Applikation von Ätzresist durch Tauchen ist in vielerlei Hinsicht ein vorteilhaftes Verfahren. Die Tatsache, dass hier kein Beschichtungswerkzeug benötigt wird, ermöglicht spezielle Systemeigenschaften: Technologie- und Vertriebspartner
Technologiepartner für Tauchbeschichtung
Partner für Vortrocknung (Sprühbeschichtungsanlagen)
Vertriebspartner Polen (Osteuropa)
Service & Vertriebspartner USA
Andreas Harsch
Geschäftsführer

Jörg Pfefferle
Service + Ersatzteile